مته های مارپیچ (Twist drill) از پر مصرف ترین انواع مته می باشند که در ساختمان و معدن و مصارف صنعتی استفاده می شود. این نوع مته را میتوان بر روی انواع ماشین ابزار از قبیل دستگاه فرز، دستگاه تراش، دریل رادیال و غیره استفاده کرد. سوراخ های ایجاد شده توسط این نوع مته از دقت بالایی برخوردار نمی باشند و اگر بخواهیم دقت و کیفیت بیشتری داشته باشیم حتما باید از ابزار برقو و بورینگ برای رسیدن به سطح مطلوب استفاده کنیم.
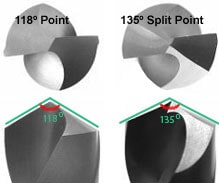
این گروه ازمته ها دارای زاویه راس 118 تا 120 درجه است و دارای زاویه مارپیچ 16 تا 30 درجه می باشند. کاربرد این مته ها عمومی می باشد و برای اکثر کارها قابل استفاده هستند و به همین دلیل روی آن چیزی نوشته نمی شود.
این گروه از مته ها دارای زاویه راس 130 درجه است و دارای زاویه مارپیچ 35 تا 40 درجه می باشند. کاربرد این مته ها برای ماشین کاری روی موادی که نرم هستند مثل آلومینیوم و مس می باشد.
این گروه از مته ها دارای زاویه راس 115 تا 118 درجه است و دارای زاویه مارپیچ 10 تا 13 درجه می باشند. کاربرد این مته ها برای ماشین کاری روی موادی که سخت و شکننده هستند مثل چدن یا مواد براده کوتاه می باشد.
این گروه از مته ها جزو گروه اصلی نمی باشند و صرفا شرکت های خاصی تولید میکنند. زاویه راس این گروه 130 درجه است و دارای زاویه مارپیچ 35 تا 45 درجه می باشند. کاربرد این مته ها برای ماشین کاری روی موادی که مقاومت کششی بالا دارند مثل فولاد زنگ نزن می باشد.
طول مته مارپیچ را با توجه به عمق سوراخ قطعه کار انتخاب میکنیم. مته ها به طور کلی از نظر طول به سه دسته تقسیم میشوند؛
• مته های کوتاه Short با طولی بین 7 تا 10 برابر قطر خودشان
• مته های بلند Long با طولی بین 8 تا 35 برابر قطر خودشان
• مته های خیلی بلند Extra Long با طولی بین 17 تا 38 برابر قطر خودشان
نکته قابل توجه در انتخاب طول مته این است که تا زمانی که مجبور نباشید نباید از مته های بلند استفاده کنید و بهتر است کوتاه ترین مته را برای سوراخ کاری استفاده نمود؛ زیرا هرچه میزان طول مته افزایش می یابد مرکز یابی آن مشکل می شود که در این مورد باید حتما از یک راهنما یا سوراخ ریز روی کار استفاده شود؛ که این کار توسط مته مرغک صورت می گیرد تا مته به خوبی جای خود را پیدا کند. اگر در مواردی نیاز به سوراخ های با طول زیاد داشتید باید مراحل کار را تقسیم بندی بکنید و سوراخ را در چند مرحله به صورت سوراخ ابتدایی سپس سوراخ بلند و بعد از آن سوراخ خیلی بلند کامل کرد.
مته های مارپیچ سنتی معمولا در دو نوع جنس ساخته می شوند،
HSS: برای کاربردهای عمومی
KHSS (کبالت دار): برای مواد سخت
هر دو می توانند دارای پوشش تیتانیوم نیتراید یا تیتانیوم کارباید باشند، وجود این پوشش باعث افزایش عمر مته شود. همچنین اگر قصد داشته باشید تا با سرعت برشی بالاتری کار بکنید میتوانید تا حدود 2 برابر سرعت را افزایش بدهید. نکته ی مهمی که وجود دارد این است، در مواردی که به تیز کاری نیاز باشد، قسمتی از ابزار که با قطعه کار درگیر است لایه پوششی خود را از دست میدهد درنتیجه باید در این مواقع سرعت پیشروی را بین 30 تا 50 درصد کاهش دهید.
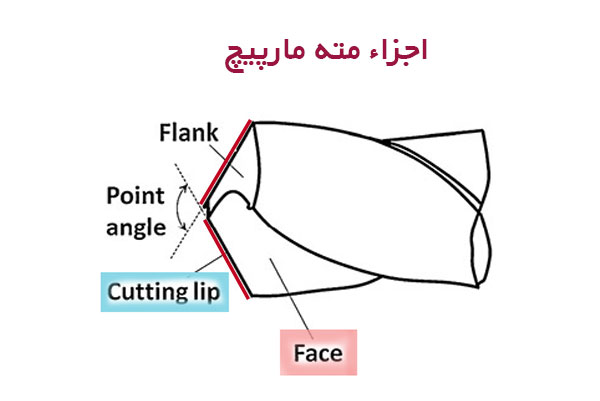
زاویه بین دو لبه برنده اصلی است که این زاویه معادل زاویه ورود عمل میکنه و با توجه به جنس قطعه کار انتخاب خواهد شد. متداول ترین زاویه درمته ها زاویه 118 یا شاید 120 درجه باشد اما برای مواد مختلف متفاوت است.
شیارها در بدنه مته ایجاد میشوند تا لبههای برشی را فراهم کنند، برادهها را خارج کنند و اجازه دهند مایع خنک کننده به لبه های برش مته برسد.

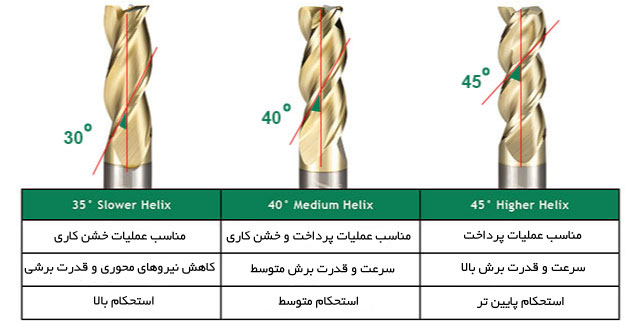
زاویه لبه های مارپیچ نسبت به محور اصلی مته است که این زاویه نیز با توجه به جنس قطعه کار متغیر می باشد .
بخش مرکزی و اصلی مته بین دو مارپیچ قرار گرفته است و در برابر نیروهای پیشروی مقاومت می کند. هسته مرکزی مته در مته های کوچک یک استوانه است و در مته ها با قطر بالا حالت مخروطی دارد و هر چه به دنباله یا شنک نزدیک میشویم قطر مخروط افزایش پیدا میکند تا بتواند بر نیروهای جانبی غلبه بکند. جان مته در حقیقت یک مانع در سر راه نفوذ ابزار به داخل کار هم است که در مواردی می توان آن را به روش Web Thinning اصلاح نمود.
در قسمت مرکز مته یک لبه تخت به عنوان Chisel وجود دارد که بعد از آن جان مته قرار گرفته است؛ هنگامی که مته میخواهد به قطعه کار نفوذ کند این لبه تخت مثل مانع سر راه نفوذ مته قرار میگیرد و باعث میشود مته از محل خودش منحرف گردد؛ به این اتفاق اصطلاحا دویدن مته روی کار میگویند. این موضوع باعث میشود تا دقت شما در پیدا کردن مرکز سوراخ با مشکل مواجه شود. در نتیجه برای جلوگیری از این مشکل اغلب جان مته را در قسمت Chisel قبل از استفاده توسط سنگ زنی تیز می کنند و chisel را کوتاه تر میکنند تا مته راحت تر به داخل کار نفوذ بکند و بتواند مرکز خود را دقیق تر پیدا بکند. این عمل را اصطلاحا Web Thinning می گویند. عمل نازک کردن جان مته بباعث می شود که نیروی مقاوم در برابر پیشروی کاهش یابد و مرکز یابی مته تقویت شود.
1- معمولا زمانی که مته ها دارای طول 3 برابر قطر خود داشته باشند.
2- در مته هایی که برای سوراخکاری مواد مقاوم و موادی که تمایل به کار سختی دارند مثل فولاد زنگ نزن قابل انجام است.
میزان قطر مته با توجه به سوراخی که در قطعه کار میخواد ایجاد شود انتخاب میشود.
سطح آزادی که مانع از سایش گوشه های خارجی مته و لبه های خارجی شیار مارپیچ با سطح استوانه ای سوراخ می شود.در حقیقت تنها دو لبه ی برنده ی ابتدایی است که با کار درگیر می شوند و براده برداری می کنند و فاز مته با کار درگیر نمی شود و از سطح استوانه سوراخ فاصله دارد.
لبه تختی که در مرکز مته قرار گرفته عمل اکستروژن را انجام میدهد و اثر برشی ندارد و در واقع وظیفه ورود به مواد را بر عهده دارد. این لبه برش تخت به ایجاد برش های تمیز و دقیق کمک می کند و اجازه می دهد تا براده برداری کارآمدتری در حین سوراخ کاری انجام داشته باشید.
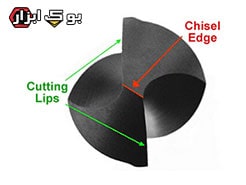
کار اصلی برش در مته ها به عهده ی دو لبه ی برنده است که به آن ها Cutting Lips گفته می شود. در هنگام سوراخ کاری براده های ایجاد شده از قسمت Face وارد شیار های مته (Flute) می شوند تا از سوراخ خارج شوند.لبه های برنده از مرکز تا تا دو گوشه ی انتهای امتداد می یابند و شعاع بین دو لبه نیز می تواند متغیر باشد؛ در نتیجه سرعت برشی نیز متفاوت است و ثابت نیست.
سوراخ کاری ترکیبی از عمل براده برداری و اکستروژن میباشد. در این عملیات در واقع نوک مته با فشار سطح مقطع را به اطراف حل میدهد و لبه های کناری مته عمل براده برداری را انجام داده تا مته به جلو حرکت کند. همانطور که پیش از توضیح دادیم مته معمولا دارای 2 لبه برنده میباشد و می تواند سوراخهایی تا قطر 6 سانتیمتر ایجاد کند، ولی برای ایجاد قطر های بیشتر از آن معمولا از عملیات فرزکاری و بورینگ استفاده می شود؛ زیرا به علت گشتاورد بالای ایجاد شده سوراخ کاری اصلا روش مناسبی نیست. در این مقاله با قسمت های مختلف مته مارپیچ آشنا شدیم و پارامتر هایی که باعث تنوع مته ها می شوند را تشریح کردیم تا در زمان خرید مته ی مورد نظر خود گمراه نشوید.