به طور کلی به فرز فرم هایی که دارای دنباله و لبه های برنده در سطح جانبی و قائده باشند گفته می شود. این دسته از فرز فرم ها جزو پرمصرف ترین ابزار فرز ها می باشند. وجود لبه های برنده در سطح جانبی و قائده کمک می کند تا از آن ها هم برای براده برداری کف و هم دیواره سطوح استفاده نمود. با توجه به تنوع این ابزار تصمیم گرفتیم تا انواع فرز فرم انگشتی را به طور کامل برای شما عزیزان شرح دهیم تا راهنمایی باشد برای خرید فرز فرم مناسب.
از فرز های فرم دهنده برای فرز کاری سطوح مختلفی می توان استفاده نمود. از جمله ی آنها،
برای انتخاب فرز فرم انگشتی مناسب باید موارد زیر را بررسی نمود و سپس انتخاب مناسب را انجام داد.
مانند دسته بندی مته ها، فرز های فرم انگشتی نیز دارای دسته بندی مختص خود هستند. فرز فرم های انگشتی را در 3 تیپ دسته بندی میکنیم.
مصرف این نوع از فرز های انگشتی زیاد است و کاربرد عمومی بالایی دارند. از این نوع تیپ برای فرز کاری قطعاتی که متریال خیلی سخت و یا خیلی نرمی ندارند استفاده می شود. فرز فرم انگشتی تیپ N دارای زاویه ی شعاعی حدود 11 درجه و زاویه ی براده محوری (مارپیچ Helix angle) 30 درجه می باشد. موارد کاربرد این فرز: فولاد های ساختمانی، فولاد های عملیات حرارتی با استحکام حداکثر 1000 پاسکال.
زاویه ی شعاعی این فرز ها نسبت به تیپ N کمتر است و به حدود 7 درجه می رسد، زاویه براده محوری (مارپیچ) فرز انگشتی تیپ H حدود 25 درجه است و کم تر از تیپ N می باشد. این موضوع گوه ی شعاعی و محوری را تقویت می کند. در واقع لبه های برنده ی تیپ H قوی تر از تیپ N هستند و میتوان از آن ها برای ماشین کاری مواد سخت تر و براده کوتاه مانند چدن، برنج، برنز و فولاد های آلیاژی و ابزار استفاده نمود.

در این نوع فرزفرم انگشتی زاویه ی براده ی شعاعی افزایش پیدا کرده است و به حدود 22 درجه رسیده است. همچنین زاویه براده محوری هم بیشتر دو تیپ قبلی است و چیزی حدود 40 درجه می باشد. زاویه ی گوه ی محوری کم تر شده است و لبه ها تیز تر می باشند. در نتیجه ابزار با نیروی کم تری به داخل کار نفوذ می کند. کم بودن این نیرو باعث می شود تا از لبه ی انباشه یا کار سختی جلوگیری کند. از فرز فرم های انگشتی تیپ W برای قطعات با سختی کم تر، نرم و چقرمه و براده بلند مثل آلومینیوم، مس، فولاهای نرم و کم کربن استفاده می شود. بازتر بودن شیار ها در تیپ W باعث می شود تا براده های بلند راحت تر از شیار ها خارج شوند.
تعداد لبه های تیپ W کم، تیپ H زیاد و تیپ N متوسط است. اگر دقت کنید متوجه می شوید فرز فرم تیپ N در تمام ویژگی ها بین دو تیپ دیگر است، به همین خاطر کاربرد عمومی تری خواهد داشت.
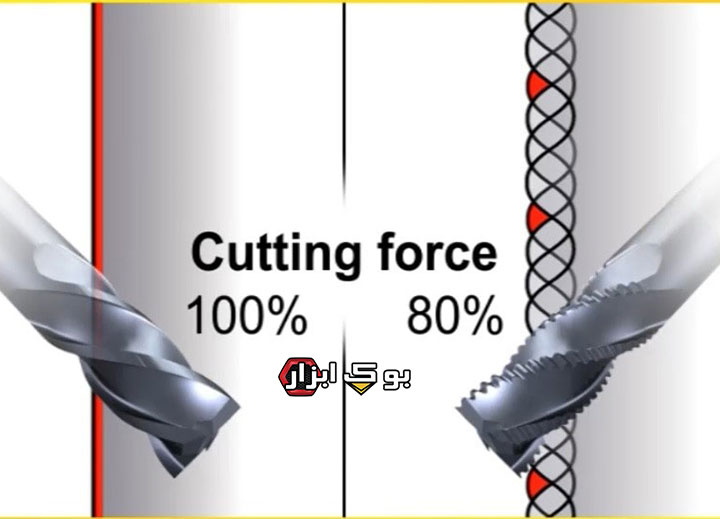
نیروی مورد نیاز برای ماشین کاری با فرز انگشتی خشن 20 درصد کمتر است.
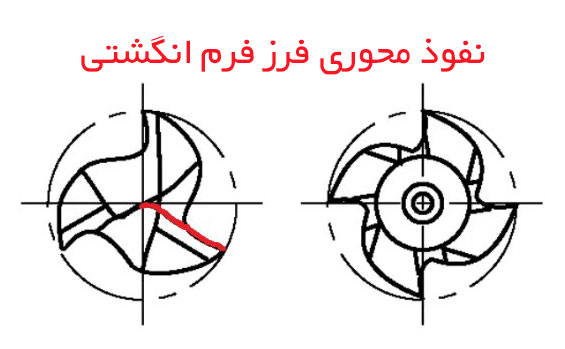
یکی دیگر از مسائلی که باید در انتخاب ابزار های فرز در نظر بگیریم، امکان نفوذ محوری یا Plunging است. برای تشخیص این موضوع باید به قاعده ی فرز نگاه کنیم؛ اگر قاعده ی فرز به نوعی است که یک لبه ی برنده تا مرکز فرز امتداد پیدا کرده است مانند شکل زیر که با علامت قرمز نشان داده شده است، بدین معناست که لبه ی برنده ی ابزار می تواند مانند مته یک سوراخ استوانه ای را ایجاد نماید. در این حالت فرز در راستای محور خود به داخل کار نفوذ بکند. اما اگر هیچ کدام از لبه های برنده ی ابزار به مرکز نرسیده باشند و در میانه ی فرز انگشتی یک فضای خالی وجود داشته باشد، این ابزار نمی تواند نفوذ محوری داشته باشد.
 انتخاب فرز فرم انگشتی با نفوذ محوری
انتخاب فرز فرم انگشتی با نفوذ محوریدر هنگام انتخاب فرز برای عملیاتی مانند پاکت میلینگ، ایجاد شیار یا به طور کلی زمانی که قرار است از وسط متریال شروع به کار کنید حتما باید به امکان نفوذ محوری ابزار توجه کنید. عدم توجه به این موضوع می تواند باعث شکستن ابزار شما شود. اگر لازم است که حتما ابزار شما نفوذ کند باید ابزاری از نوع پلانج را انتخاب کنید که قدرت نفوذ محوری داشته باشد. ولی اگر نمی توانید به این ابزار دسترسی داشته باشید باید قبل از شروع عملیات فرز کاری با یک مته ای که قطر بیشتری از فرز انگشتی دارد، یک سوراخ ابتدایی ایجاد کنید و سپس فرز کاری را از سوراخ شروع کنید.
در این مقاله به 4 موضوع مهمی که باید در خرید فرز فرم انگشتی مناسب توجه کنید، پرداختیم و به طور کامل انواع فرز فرم انگشتی و کاربرد های هر کدام را بررسی نمودیم. همانطور که مطالعه کردید جنس قطعه کاری که قرار است روی آن فرز کاری صورت بگیرد از اهمیت بالایی برخوردار است. برای مثال برای فرز کاری روی ماده ای مثل آلومینیوم باید از فرز فرم تیپ W و لبه های برنده ی کم تر استفاده کنیم. شما عزیزان می توانید انواع فرز فرم انگشتی را از سایت بوک ابزار خریداری نمایید.